���������칤�ռ�����
SMT��ΪĿǰ������װ��ҵ�������е�һ�ּ������գ��������칤��ʮ�ֽ�����ϣ�������еļ���������ܰ�������ҡ�
�㽺�����г�����ȱ����������
01
��˿/��β
��˿/��β�ǵ㽺�г�����ȱ�ݣ�������ԭ���н����ھ�̫С���㽺ѹ��̫�ߡ�������PCB�ļ��̫����Ƭ�����ڻ�Ʒ�ʲ��á���Ƭ��ճ��̫�á��ӱ�����ȡ����δ�ָܻ������¡��㽺��̫��ȡ�
�� ����취��
�Ļ��ھ��ϴ�Ľ��죻���͵㽺ѹ�������ڡ�ֹ�����߶ȣ�������ѡ������ȵĽ��֣���Ƭ���ӱ�����ȡ����Ӧ�ָ�������(Լ4h)��Ͷ�������������㽺����
02
�������
���������ǽ��������ƫ�ٻ�û�н������������ԭ��һ���������δ��ȫ��ϴ�ɾ�����Ƭ���л������ʣ��ж¿��������ܵĽ�ˮ���ϡ�
�� ���������
��������ͷ���������õ���Ƭ������Ƭ���ƺŲ�Ӧ�����
03
�մ�
������ֻ�е㽺������ȴ������������ԭ������Ƭ���������ݣ����������
�� ���������
ע��Ͳ�еĽ�Ӧ���������ݴ���(�ر����Լ�װ�Ľ�)���������졣
04
Ԫ������λ
��������Ƭ���̻���Ԫ������λ������ʱԪ�������Ų��ں����ϡ�����ԭ������Ƭ�������������ȣ�����ƬʽԪ�����㽺ˮ��һ����һ���٣���ƬʱԪ����λ����Ƭ����ճ���ͣ��㽺��PCB����ʱ��̫����ˮ��̻���
�� ���������
��齺���Ƿ��ж������ų�������������������Ƭ������״̬������ˮ���㽺��PCB����ʱ�䲻Ӧ̫��(����4h)��

05
���庸����Ƭ
�����ǹ̻���Ԫ����ճ��ǿ�Ȳ��������ڹ涨ֵ����ʱ���ִ�������ֵ�Ƭ������ԭ������Ϊ�̻����ղ�������λ���ر����¶Ȳ�����Ԫ���ߴ������������̻����ϻ�����ˮ��������Ԫ��/PCB����Ⱦ��
�� ����취��
�����̻����ߣ��ر�����߹̻��¶ȣ�ͨ���ȹ̻����ķ�ֵ�̻��¶�Ϊ150�����ң��ﲻ����ֵ�¶��������Ƭ���Թ�̽���˵,Ӧ�۲��̻����Ƿ��ϻ����ƹ��Ƿ��з�������ˮ��������Ԫ��/PCB�Ƿ�����Ⱦ����Ӧ�ÿ��ǵ����⡣
06
�̻���Ԫ�������ϸ�/��λ
���ֹ��ϵ������ǹ̻���Ԫ�����Ÿ���������λ�����庸�����ϻ���뺸���£�����ʱ����ֶ�·����·������ԭ����Ҫ����Ƭ�������ȡ���Ƭ�����������ƬʱԪ��ƫ�ơ�
�� ����취��
�����㽺���ղ��������Ƶ㽺����������Ƭ���ղ�����

������ӡˢ����Ƭ��������
������ӡˢ��������
�ɺ�����ӡˢ�������µ�Ʒ�����ⳣ�������¼��֣�
�ٺ������(�ֲ�ȱ����������ȱ��)�����º��Ӻ�Ԫ���������������㡢Ԫ������·��Ԫ����ƫλ��Ԫ����������
�ں�����ճ�������º��Ӻ��·�̽ӡ�Ԫ����ƫλ��
�ۺ�����ӡˢ����ƫλ����������Ԫ�������Ӳ���������������·��ƫλ�������ȡ�
�ܺ��������������Ӻ��·��

01
���º���������Ҫ����
�� ӡˢ������ʱ��û�м�ʱ�������Ӻ����ࡣ
�� ������Ʒ���쳣�����л���Ӳ������
�� ��ǰδ����ĺ������Ѿ����ڣ�������ʹ�á�
�� ��·���������⣬�������в����۵ĸ�������类ӡ�������ϵ��躸��(����)��
�� ��·����ӡˢ���ڵĹ̶��г��ɶ���
�� ������©ӡ���屡���ȡ�
�� ������©ӡ������·��������Ⱦ��(��PCB��װ��������ֽ������������Ư���������)��
�� ��������������
�� ������ε���ѹ�����Ƕȡ��ٶ��Լ���ģ�ٶȵ��豸�������ò����ʡ�
�� ������ӡˢ��ɺ���Ϊ��Ϊ���ز�����������
02
���º�����ճ������Ҫ����
�� ��·������ȱ�ݣ����̼���С��
�� �������⣬�ο�λ�ò�����
�� ����δ���ýྻ��
�� ��������ʹ���������䲻����
�� ���������ܲ������ȡ�̮�����ϸ�
�� ��·����ӡˢ���ڵĹ̶��г��ɶ���
�� ������ε���ѹ�����Ƕȡ��ٶ��Լ���ģ�ٶȵ��豸�������ò����ʡ�
�� ������ӡˢ��ɺ���Ϊ��Ϊ���ر���ѹճ����
03
���º�����ӡˢ����ƫλ����Ҫ����
�� ��·���ϵĶ�λ���㲻������
�� ��·���ϵĶ�λ����������Ļ���û�ж�����
�� ��·����ӡˢ���ڵĹ̶��г��ɶ�����λ���벻��λ��
�� ӡˢ���Ĺ�ѧ��λϵͳ���ϡ�
�� ������©ӡ���忪�����·�������ļ������ϡ�
04
����ӡˢ�������������Ҫ����
�� �������ȵ����ܲ��������⡣
�� ��·����©ӡ�������ʱ����ģ�����趨�����⡣
�� ©ӡ�����οĿױ���ë�̡�
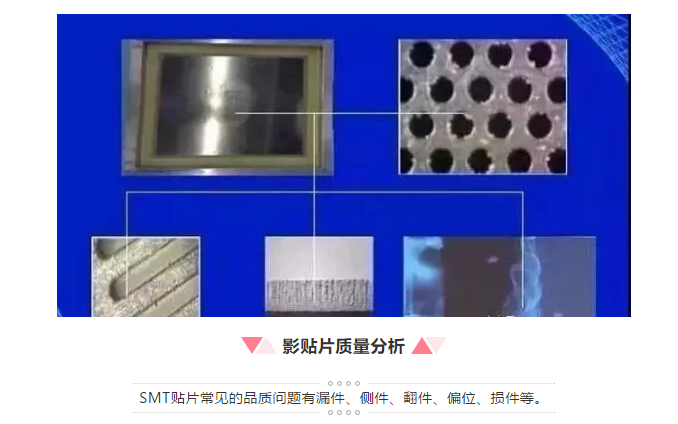
Ӱ��Ƭ��������
SMT��Ƭ������Ʒ��������©���������������ƫλ������ȡ�
01
������Ƭ©������Ҫ����
�� Ԫ�������ϼ�(feeder)���ϲ���λ��
�� Ԫ���������·����������������߶Ȳ���ȷ��
�� �豸�������·���ϣ�����������
�� ��·������������������Ρ�
�� ��·��ĺ�����û�к������������١�
�� Ԫ�����������⣬ͬһƷ�ֵĺ�Ȳ�һ�¡�
�� ��Ƭ�����ó����д�©�����߱��ʱ��Ԫ������Ȳ�����ѡ������
�� ��Ϊ���ز���������
02
����SMC��������Ƭʱ������
�������Ҫ����
�� Ԫ�������ϼ�(feeder)�����쳣��
�� ��װͷ������߶Ȳ��ԡ�
�� ��װͷץ�ϵĸ߶Ȳ��ԡ�
�� Ԫ�������װ�Ͽ׳ߴ����Ԫ������ת��
�� ɢ�Ϸ�����ʱ�ķ���Ū����
03
����Ԫ������Ƭƫλ����Ҫ����
�� ��Ƭ�����ʱ��Ԫ������X-Y�����겻��ȷ��
�� ��Ƭ����ԭ��ʹ���ϲ��ȡ�
04
����Ԫ������Ƭʱ����Ҫ����
�� ��λ������ߣ�ʹ��·���λ�ù��ߣ�Ԫ��������װʱ����ѹ��
�� ��Ƭ�����ʱ��Ԫ������Z�����겻��ȷ��
�� ��װͷ�����쵯�ɱ�������

Ӱ��������Ʒ�ʵ�����
01
�������Ӱ������
��������Ʒ����������ص�Ӱ�죬����Ҫ��������������¯���¶�����������ijɷֲ��������ڳ��õĸ�����������¯�����ܱȽϷ���ؾ�ȷ���ơ������¶����ߡ����֮�£��ڸ��ܶ���С�ͻ��������У��������ӡˢ�ͳ��������������Ĺؼ���
������Ͻ��ĩ�Ŀ�����״��խ��������ĺ��������йأ������������ɷ�Ҳ����ѡ���ʵ������⣬������һ����ش��棬ȡ��ʱ���ָ������º��ܿ��ǣ�Ҫ�ر�ע��������²�ʹ���������ˮ������Ҫʱ�ý�������Ⱥ����ࡣ
02
�����豸��Ӱ��
��ʱ���������豸�Ĵ��ʹ�����Ҳ��Ӱ�캸������������֮һ��
03
���������յ�Ӱ��
���ų��˺�����ӡˢ��������Ƭ���յ�Ʒ���쳣֮�����������ձ���Ҳ�ᵼ������Ʒ���쳣��
�� �亸ͨ�����������¶�ƫ�ͻ���������ʱ�䲻�㡣
�� ����Ԥ�����¶������ٶȹ���(һ��Ҫ���¶�������б��С��3��ÿ��)��
�� ������·���Ԫ�����ܳ�����ˮ�ֹ�����������������������
�� ����һ���ǽ������¶��½�����(һ����Ǧ���ӵ��¶��½�б��С��4��ÿ��)��


SMT��������ȱ��
����������ȱ�ݼ�����취
���������������У�ƬʽԪ������������
�� ������ԭ��
�����������ĸ���ԭ����Ԫ�����ߵ���ʪ����ƽ�⣬���Ԫ�����˵�����Ҳ��ƽ�⣬�Ӷ�������������ķ�����
01
��������벼�ֲ�����
�����������벼��������ȱ�ݣ���������Ԫ�����ߵ�ʪ������ƽ�⡣
�� Ԫ�������ߺ���֮һ����������ӻ���һ�ຸ��������������������������ȣ�
�� PCB����������²��������Ԫ�������������Ȳ����ȣ�
�� ��������QFP��BGA��ɢ������Χ��С��ƬʽԪ���������˻�����¶Ȳ����ȡ�
�� ����취��
�ı亸������벼�֡�
02
�������뺸����ӡˢ��������
������Ļ��Բ���Ԫ���Ŀɺ��Բ�������ۻ�����������һ������������ʪ������ƽ�⡣�����̵ĺ�����ӡˢ�������ȣ����һ�����������������࣬�ڻ�ʱ���ͺ�����ʪ������ƽ�⡣
�� ����취��
ѡ�û��Խϸߵĺ����࣬���ƺ�����ӡˢ�������ر���ģ��Ĵ��ڳߴ硣
03
��Ƭλ��Z�᷽������������
��ᵼ��Ԫ�����뵽�������е���Ȳ����ȣ��ۻ�ʱ����ʱ�����������ߵ�ʪ������ƽ�⡣���Ԫ����Ƭ��λ��ֱ�ӵ���������
�� ����취��
������Ƭ�����ղ�����

04
¯�����߲���ȷ
���������¯¯����̺�����̫�پͻ���ɶ�PCB���ȵĹ������߲���ȷ�����°�����ʪ����Ӷ����ʪ������ƽ�⡣
�� ����취��
����ÿ�ֲ�ͬ��Ʒ���ں��ʵ����¶����ߡ�
05
�����������е���Ũ��
��ȡ�������������������Ӻ��ϵ�ʪ��������Խ��Խ�����֤˵�����������������͵�����·����������������ࣻͨ����Ϊ������������(100��500)��10�ĸ�6�η�������Ϊ���ˡ�

����
�������������г�����ȱ��֮һ��������Ӱ����۶��һ������Žӡ�����ɷ�Ϊ���࣬һ�������ƬʽԪ����һ�࣬��Ϊһ�������Ĵ���״����һ�������IC�������ܣ��ʷ�ɢ��С��״��
���������ԭ��ܶ࣬�ַ������£�
01
�¶����߲���ȷ
���������߿��Է�Ϊ4�����Σ��ֱ���Ԥ�ȡ����¡���������ȴ��Ԥ�ȡ����µ�Ŀ����Ϊ��ʹPCB�����¶���60��90s������150�棬������Լ90s���ⲻ�����Խ���PCB��Ԫ�����ȳ��������Ҫ��ȷ����������ܼ��ܲ��ֻӷ�������������ʱ���ܼ�̫������ɽ�,��ɺ����������̶��γ����顣
�� ����취��
ע���������ʣ�����ȡ���е�Ԥ�ȣ�ʹ֮��һ���ܺõ�ƽ̨ʹ�ܼ��ֻӷ���
02
�����������
�� �������н�������ͨ����(90��0.5)�G�������������ͻᵼ���������ɷֹ��࣬��˹��������������Ԥ�Ƚβ��ӷ���������顣
�� ��������ˮ����������������Ҳ��������顣���ں�����ͨ����أ����ӱ�����ȡ��ʱ�����û��ȷ���ָ�ʱ�䣬���ᵼ��ˮ�������룻���⺸����ƿ�ĸ���ÿ��ʹ�ú�Ҫ�ǽ�����û�м�ʱ���ϣ�Ҳ�ᵼ��ˮ�����Ľ��롣
�� ����ģ����ӡ�Ƶĺ��������깤��ʣ��IJ���Ӧ���д��������ٷŻ�ԭ��ƿ�У�������ƿ�к�������ʣ�Ҳ��������顣
�� ����취��ѡ�����ʵĺ����࣬ע�⺸����ı�����ʹ��Ҫ��

03
ӡˢ����Ƭ
�� �ں������ӡˢ�����У�����ģ���뺸�̶��лᷢ��ƫ�ƣ���ƫ�ƹ�����ᵼ�º���������������⣬���Ⱥ����׳������顣����ӡˢ������������Ҳ�ᵼ����������ɣ������ӡˢ�����¶�Ϊ25��3�棬���ʪ��Ϊ50�G��65�G
�� ����취��
��ϸ����ģ���װ�У���ֹ�ɶ�������ӡˢ����������
�� ��Ƭ������Z���ѹ��Ҳ�����������һ����Ҫԭ��ȴ�������������ǵ�ע�⡣������Ƭ��Z��ͷ������Ԫ���ĺ������λ�ģ���Z��߶ȵ��ڲ�����������Ԫ������PCB�ϵ�һ˲�佫�����༷ѹ��������������ⲿ�ֺ�������ں���ʱ�γ����顣��������²���������ߴ��Դ�
�� ����취��
���µ�����Ƭ����Z��߶ȡ�
�� ģ��ĺ���뿪�ڳߴ硣ģ�����뿪�ڳߴ���ᵼ�º�������������Ҳ���������������������⣬�ر����û�ѧ��ʴ���������ģ�塣
�� ����취��
ѡ���ʵ���ȵ�ģ��Ϳ��ڳߴ����ƣ�һ��ģ�忪�����Ϊ���̳ߴ��90�G��
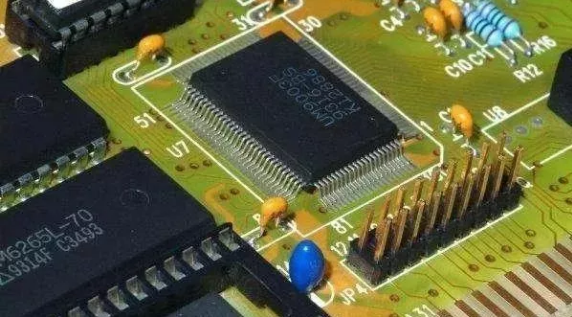
�����
о�������ֳƳ�о�����dz�������ȱ��֮һ�������������������о������ʹ�������뺸�̶����������е�������оƬ����֮�䣬ͨ�����γ����ص��麸��������ԭ��ֻҪ������Ԫ�����ŵĵ����ʴ�����Ѹ�٣����º�������ʪ�����ţ�����������֮���ʪ����Զ���ں����뺸��֮���ʪ�������������ŵ����̸���Ӿ�о������ķ�����
�� ����취��
�� ��������������Ӧ��SMA���ȳ��Ԥ�Ⱥ��ٷ�������¯�У�
�� Ӧ������PCB���̵Ŀɺ��ԣ��ɺ��Բ��õ�PCB��������������
�� �������Ԫ���Ĺ����ԣ��Թ����Բ��õ�����Ҳ��������������
�ں����������У�PCB�����뺸���е��л��������Ǻ��������õ����ս��ʣ�������ȴ�ܲ��ַ�������ߣ�����ȶ��Ժ��������ۻ��������뺸�̵�ʪ�����ͻ���ں���������֮���ʪ�������ʺ��ϲ����������������Ӷ�����о������ĸ��ʾ�С�öࡣ

����
������SMT�����г�����ȱ��֮һ����������Ԫ��֮��Ķ�·�������������뷵�ޡ�����������ԭ��ܶ���Ҫ�У�
01
���������������
�� �������н�������ƫ�ߣ��ر���ӡˢʱ����ã��׳��ֽ����������ߣ�����IC����������
�� �������ȵͣ�Ԥ�Ⱥ������������⣻
�� ����������ȲԤ�Ⱥ������������⡣
�� ����취��
������������Ȼ���������õĺ����ࡣ
02
ӡˢϵͳ
�� ӡˢ���ظ����Ȳ��λ����(�ְ��λ���á�PCB��λ����)����ʹ������ӡˢ�������⣬������ϸ���QFP���̣�
�� ģ�崰�ڳߴ�������Ʋ����Լ�PCB�������Sn-pb�Ͻ�Ʋ㲻���ȣ����º�����ƫ�ࡣ
�� ���������
����ӡˢ��������PCB����Ϳ���㡣
03
��Ƭѹ�����Ȳ�������λ��IC����
���Ρ���������ѹ�������Ƕ��ԭ��
04
������¯�����ٶȹ���
���������ܼ��������ӷ���
�� ����취��
������Ƭ��Z��߶ȼ�������¯�����ٶȡ�

���庸����ȱ�ݼ�����취
01
����ָ����˲����ֶ�����״������
�Dz��庸���������е�ȱ�ݡ�
�� ����ԭ��
PCB�����ٶȲ�����Ԥ���¶ȵͣ������¶ȵͣ�PCB�������С�����岻��������ʧЧ��Ԫ�����߿ɺ��Բ
�� ����취��
���������ٶȵ�����Ϊֹ������Ԥ���¶Ⱥ������¶ȣ�����PCB���ͽǶȣ���ѡ���죬����������״�������µĺ�����������߿ɺ������⡣
02
�麸
�� ����ԭ��
Ԫ�������߿ɺ��ԲԤ���¶ȵͣ��������⣬���������Եͣ����̿�̫�����ư���������������Ⱦ�������ٶȹ��죬�����¶ȵ͡�
�� ����취��
������߿ɺ��ԣ�����Ԥ���¶ȣ����麸�����������ʺ��������������ܶȣ����ʱ���ٺ��̿ף����PCB�������ϴ���棬���������ٶȣ����������¶ȡ�
03
����
�� ����ԭ��
Ԫ�������߿ɺ��Բ����̫��(��Ҫ���̳���)�����̿�̫���ӽǶ�̫�����ٶȹ��죬�����¶ȸߣ�����Ϳ�������Ϻ��������㡣
�� ����취��
������߿ɺ��ԣ����ʱ���ٺ��̼����̿ף����ٺ��ӽǶȣ����������ٶȣ����������¶ȣ����ԤͿ����װ�ã����麸�Ϻ�����
04
©��
�� ����ԭ��
���߿ɺ��Բ���ϲ��岻�ȣ�������ʧЧ����Ϳ������PCB�ֲ��ɺ��Բ������������ԤͿ�����������������ܣ��������̲�������
�� ����취��
������߿ɺ��ԣ���鲨��װ�ã��������������ԤͿ����װ�ã����PCB�ɺ���(��ϴ���˻�)������������װ�ã�ͳһʹ�ú����������������̡�
05
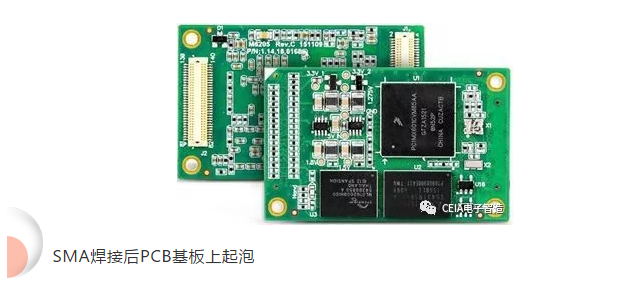
���Ӻ�ӡˢ���躸Ĥ����
SMA�ں��Ӻ���ڸ�����Χ����dz��ɫ��С�ݣ�����ʱ�������ָ�Ǵ�С����״�����Ӱ���������������ʱ����Ӱ�����ܣ�����ȱ��Ҳ��������������ʱ�����ֵ����⣬���Բ��庸ʱΪ�ࡣ
�� ����ԭ��
�躸Ĥ���ݵĸ���ԭ�������躸ģ��PCB����֮����������ˮ��������Щ���������ˮ�������ڲ�ͬ���չ����мд������У����������Ӹ���ʱ���������Ͷ������躸Ĥ��PCB���ĵķֲ㣬����ʱ�������¶���Խϸߣ����������ȳ����ں�����Χ��
�� ����ԭ��֮һ���ᵼ��PCB�д�ˮ����
�� PCB�ڼӹ������о�����Ҫ��ϴ������������µ������縯�̺�Ӧ����������躸Ĥ������ʱ�����¶Ȳ������ͻ�д�ˮ�������µ������ں���ʱ�����¶��������ݡ�
�� PCB�ӹ�ǰ��Ż������ã�ʪ�ȹ��ߣ�����ʱ��û�м�ʱ���ﴦ����
�� �ڲ��庸�����У����ھ���ʹ�ú�ˮ������������PCBԤ���¶Ȳ������������е�ˮ������ͨ�Ŀױڽ��뵽PCB���ĵ��ڲ����亸����Χ���Ƚ���ˮ�����������Ӹ��º�ͻ�������ݡ�
�� ����취��
�� �ϸ���Ƹ����������ڣ�������PCBӦ�������⣬ͨ��PCB��260���¶���10s�ڲ�Ӧ������������
�� PCBӦ�����ͨ����ﻷ���У�����ڲ�����6���£�
�� PCB�ں���ǰӦ���ں�������(120��5)���¶���Ԥ��4Сʱ��
�� ���庸��Ԥ���¶�Ӧ�ϸ���ƣ����벨�庸ǰӦ�ﵽ100��140�棬���ʹ�ú�ˮ������������Ԥ���¶�Ӧ�ﵽ110��145�棬ȷ��ˮ���ܻӷ��ꡣ
SMA���Ӻ�PCB����������
SMA���Ӻ����ָ�״�С����״���Ҫԭ��Ҳ��PCB�����ڲ��д���ˮ�����ر��Ƕ���ļӹ�����Ϊ�����ɶ�㻷����֬��̻�ƬԤ��������ѹ����ɣ���������֬��̻�Ƭ����ڹ���,��֬����������Ԥ���ȥ��ˮ��ȥ�����ɾ�������ѹ���ͺ�����д�ˮ����Ҳ������Ƭ���������������������֮��Ľ�����������������ݡ����⣬PCB�����������ڹ�������Ż�����ʪ����Ƭ����ǰû�м�ʱԤ�棬�ܳ���PCB��Ƭ��Ҳ�׳�����������
�� ����취��
PCB������Ӧ���պ�����⣻PCB��ƬǰӦ��(120��5)���¶���Ԥ��4Сʱ��
IC���ź��Ӻ�·���麸
�� ����ԭ��
�ٹ����Բ�ر���FQFP���������ڱ��ܲ�����������ű��Σ������Ƭ��û�м�鹲���ԵĹ��ܣ���ʱ���ױ����֡�
�� ���ſɺ��Բ��ã�IC���ʱ�䳤�����ŷ��ƣ��ɺ��Բ����������麸����Ҫԭ��
�� ��������������������ͣ��ɺ��Բͨ������FQFP�������ӵĺ����࣬��������Ӧ������90%��
�� Ԥ���¶ȹ��ߣ�������IC����������ʹ�ɺ��Ա�
�� ӡˢģ�崰�ڳߴ�С�����º�������������
�� ����취��
�� ע�������ı��ܣ���Ҫ�����ȡԪ�����װ��
�� ������Ӧ���Ԫ�����Ŀɺ��ԣ��ر�ע��IC����ڲ�Ӧ����(������������һ����)������ʱӦ���ܸ��¡���ʪ��
�� ��ϸ���ģ�崰�ڳߴ磬��Ӧ̫��Ҳ��Ӧ̫С������ע����PCB���̳ߴ������ס� |
